![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
16 Cards in this Set
- Front
- Back
|
Identify some of the important advantages of shape-casting processes. |
Can make complex shapes, can make parts to net shape or near net shape, can make very large parts, can be suitable for mass production and can be done on any metal that can heated to its liquid state. |
|
|
What are some of the limitations and disadvantages of casting? |
Limitations include porosity, poor dimensional accuracy and surface finishfor some casting processes, safety hazards to humans when processing hot molten metals, and environmental problems. |
|
|
Name the two basic mold types that distinguish casting processes. Describe the advantages and disadvantages of each. |
Expendable molds, more complicated geometries possible, cheaper. Permanent molds, mold is more expensive but higher dimensional tolerance and higher manufacturing rates. Simpler geometry. |
|
|
Identify the three sources of contraction in a metal casting after pouring. |
1. Liquid contraction. 2. Contraction during a phase change from liquidto solid (solidification shrinkage). 3. Thermal contraction of the solidifiedcasting during cooling to room temperature. |
|
|
Which die casting machines usually have a higher production rate,cold-chamber or hot-chamber, and why? |
Hot die casting. Molten metal chamber allows for rapid material injection. In cold die casting this has to be done manually. |
|
|
Describe the microstructure of a cast part in terms of grain size and explainwhy the mechanical properties of the surface might differ from the bulk. |
Smaller grains on the surface as cooling rates are faster than the bulkwhere the grains are bigger. Surface can be more brittle than ductile centre because of grain size. |
|
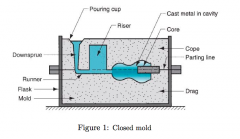
Describe the various components of a closed sand casting shown. |
Flask, holds the sand. Cope, top part of the mold. Drag, bottom part ofthe mold. Parting line, point separating the cope and drag. Pouring cup, metal enters here and is a cup shape to minimize splash and turbulence. Downsprue, metal flows from the pouring cup. Runner, links from thedownsprue to the main cavity. Riser, reservoir for excess material tocompensate for shrinkage. Core, forms internal surfaces of a casting |
|
|
Describe the stages in shell molding. |
1. A match-plate or cope-and-drag metal pattern is heated and placedover a box containing sand mixed with thermosetting resin. 2. Box is inverted so that sand and resin fall onto the hot pattern,causing a layer of the mixture to partially cure on the surface to forma hard shell. 3. Box is repositioned so that loose, uncured particles drop away. 4. Sand shell is heated in oven for several minutes to complete curing. 5. Shell mold is stripped from the pattern. 6. Two halves of the shell mold are assembled, supported by sand ormetal shot in a box, and pouring is accomplished |
|
|
Describe the stages in investment casting. |
1. Wax patterns are produced. 2. Several patterns are attached to a sprue to form a pattern tree. 3. The pattern tree is coated with a thin layer of refractory material. 4. The full mold is formed by covering the coated tree with sufficientrefractory material to make it rigid. 5. The mold is held in an inverted position and heated to melt the waxand permit it to drip out of the cavity. 6. The mold is preheated to a high temperature, which ensures that allcontaminants are eliminated from the mold; it also permits the liquidmetal to flow more easily into the detailed cavity the molten metal ispoured; it solidified. 7. The mold is broken away from the finished casting. Parts areseparated from the sprue. |
|
|
Why should corners be avoided in castings? |
Sharp corners and angles should be avoided, because they are sources of stress concentrations and may cause hot tearing and cracks in the casting. Generous fillets should be designed on inside corners, and sharp edges should be blended. |
|
|
Why are draft angles needed in some cast parts? |
Sections that project into the mold should have a draft. Inexpendable-mold casting, the purpose of this draft is to facilitate removal of the pattern from the mold. In permanent mold casting, its purpose is to aid in removal of the part from the mold. The required draft need only be about 1◦ for sand casting and 2◦ to 3◦ for permanent-mold processes. |
|
|
Give 2 reasons why you might want to make your mold slightly larger thanthe final product. |
1. Compensate for shrinkage. 2. Allow for machining. |
|
|
Why are you limited in terms of possible materials for hot-die casting? |
Hot-chamber die casting imposes a special hardship on the injection system because much of it is submerged in the molten metal. The processis therefore limited in its applications to low melting-point metals that do not chemically attack the plunger and other mechanical components. |
|
|
In permanent molds vents often have to be incorporated into the molddesign to allow gases to escape. Why is this not a problem in sand casting? |
Sand is porous. Air can escape through the pores. |
|
|
Draw and describe the cooling curve for a pure metal during casting. |
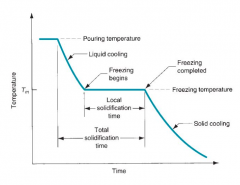
1. Metal is pored into the mold from the molten state. 2. Temperature decreases as the liquid cools. 3. Temperature plateaus as a phase change from the liquid to solidphase occurs. 4. Freezing completes and the temperature decreases as the solid cools. |
|
|
Draw and describe the cooling curve for an alloy of 50% copper and 50%copper. |
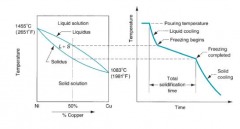
Same as pure metal but phase transition temperature drops linearly. 1. Metal is pored into the mold from the molten state. 2. Temperature decreases as the liquid cools. 3. Temperature plateaus as a phase change from the liquid to solid phase occurs. 4. Freezing completes and the temperature decreases as the solid cools. |